
Support FAQ
[NCBrain] An alarm occurred during TAP machining.
In most cases, if you turn off the block pre-reading option on the NC machine, no alarm will occur. (G05 P1000, G5.1Q1)
[NCBrain] The operation speed is slowed down or the program stopped working.
a.Please check whether there is enough free space on the hard disk of the PC.
b.If you operate with NC data of another PC on the network, it may be slow.
c. If you use the PC for a long time, it is recommended to reboot as it may crash due to overload.
[NCBrain] If external NC data is loaded, the tool appears as a new tool in the work window.
If NC data is loaded, tool information cannot be read, so it is displayed as a new tool.
Depending on the NC data, information values such as diameter and corner R may be displayed with different names, so it is necessary to register a search word that reads tool information in the tool search word of the product.
1.Incase of there is no tool information in custom start G-code
-Input cutting tool directly in the work window.
2. In case there is custom start G-code but tool information is not recognized
(1) The search terms for tool information may be slightly different for each company. Therefore, you register the search terms used by our company.
a. Copy (Ctrl + C) the information value to be registered in the tool search word from the NC data.
For accurate recognition, copy the numeric information including spaces after the search word..
b. In the [Settings-Tool Search] window at the top right of the product, paste (Ctrl + V) the copied tool search word through the Add button of diameter and corner radius.
c. Reload the NC data to check whether the tool information is input properly.
 ►
► 

(2) Copy (Ctrl+C) the illuminance search word information from the start g-code of NC data.
Then, in [Set] - [Roughness] on the upper right of the product, add the search word for roughness and the processing allowance.

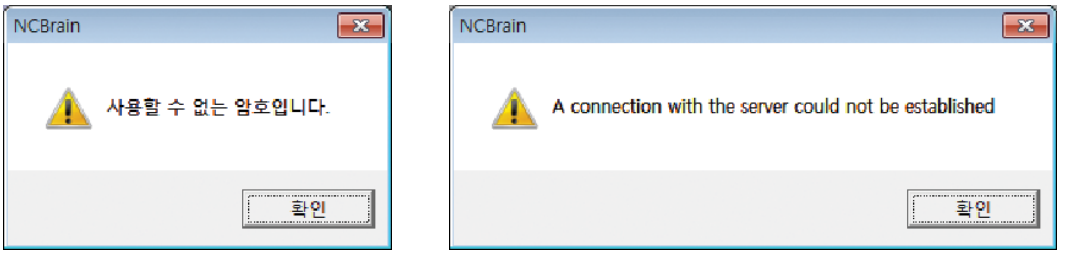
[NCBrain] NCdata cannot be transmitted to the machine.
< Pop-up Warning Message>
a. The password is not allowed.
b. A connection with the server could not be established.
c. An unsupported operation was attempted.
d. Login request denied.
If NC data is not transmitted, please check the following hardware/software status.
(1)Check if the LAN cable line between my computer and the machine and the router or HUB is connected properly.
In particular, when using multiple networks through a router, IP conflicts or signals may not be read properly, so reconnecting and rebooting the device is recommended.
(2)When the machine power is OFF, the machine's signal cannot be read and the product cannot run. When running NCBrain, the machine power must always be ON.
(3) Disable firewall and set program exceptions
-If you automatically upgrade Windows or perform virus check and PC optimization using a free antivirus program, the connection with the registered machine may be disconnected. Therefore, you need to turn off the firewall and set the program exception again.
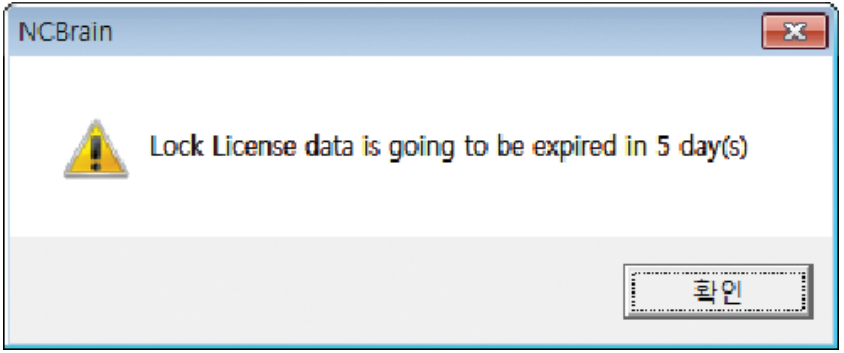
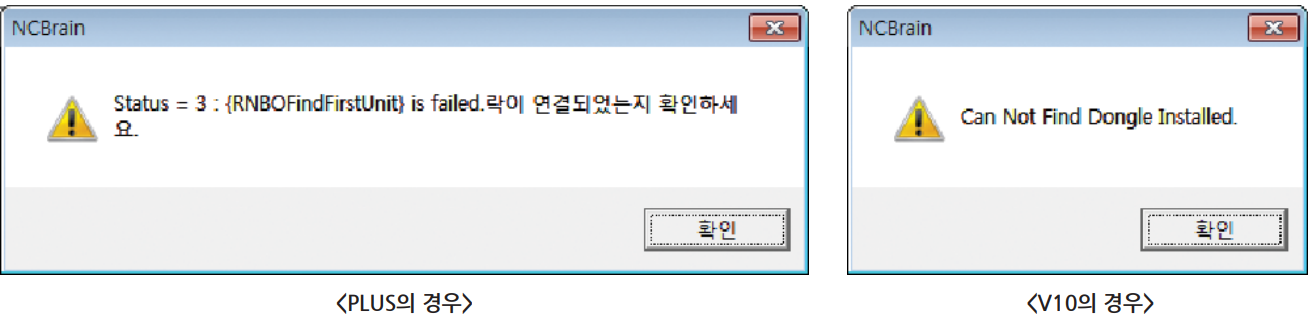
[NCBrain] Pop-up warning when running NCBrain.
(1) It is the case that the FTP connection is not smooth. Check the connection with the machine once again.
(2) It is a message that the time license period with the set period remains less than 5 days.
If you contact the technical sales manager or customer center, we will help you with the extension process after checking it.
(3) Check if the USB lock, which is the key of the product, is properly connected (recognized).
The computer's USB port may not be recognized, so connect it to a different USB port to check.
[NCBrain] I would like to change the graphic background color.
You can change the background color of the screen (simulation, 2DCAM, DNC) through the setting-background color function at the top right of the product page.
[NCBrain] The graphic screen does not rotate because the mouse settings have been changed.
You can speed up graphic work by assigning mouse shortcuts in Customize Quick Access Tool Set-Other Commands-View Control at the top of the product page.
[NCBrain AICAM] Calculation time by size of the stock

<AICAM>
-Create roughing and semi-finishing tool fast
-Start machining straight away after setting stock.
-Calculation time is based on plane & Scallop by 2um(1.5 ~ 2 times longer than 2um when set as 1um)
-Total calculation time takes about 20%~30% of machining time.
-Take a time about 2 ~10 mins for preparation for calculation but after calculation, it depends on the situation about checking data or adding additional toolpath.
<VF>
-Verification of over/less cutting by VF(0.001)
-Calculation time : 10 times faster than AICAM
-Great quality and speed compare to other softwar
[NCBrain AICAM] Is there any solution to change insert tip or Endmill and do whole finishing process for large sized mold?
Check the 4 solution to discover how to use it.
① You can change the insert tip by putting tool life time.
AICAM will be stopped at the G0 tool path and going back to machine origin point. Change insert tip, then Click the “Cycle Start” button.
② Endmill will be stopped to check tool wear and change it. Click the “Cycle Start”, then Compensation of tool length is started.
③ If ATC has a same tool but different tool number,
ex) Type a tool life time for Ball4, T09, T28, T29 are recognized as a same tools, it will change it automatically.
※ Please ask AICAM technical supporter.
④ This is for how to control finishing process for big mold like TV core or Door Trim.
Using two tools, You can Select between “solution1” and “solution2”.
If using one tool for finishing process in big mold, tool wear will happen and it will cause different surface quality.
So, AICAM can support it machining half and half from outside to inside or from inside to outside.
※ Please ask AICAM technical supporter.

[NCBrain AICAM] Usage of Flat Endmill (R0.05)
These’re comparing result between Flat Endmill and 0.05 of Radius tool condition after machining of 1 hour corner angles using radius 0.05 makes lifespan 4 times longer.

[NCBrain AICAM] Zigzag Machining for Climb/Conventional Direction
It is problem when the depth of cut is much, but it is no problem when the depth of cut is not much.
Set roughing as down-cutting for quality rather than time.

[NCBrain AICAM] What kind of technology for corner-edge do you have?

Corner-edge Technology has become more delicate quality than before.

[NCBrain AICAM] Is it possible to add other CAM data on chattering area or special area that needed?
AICAM only uses 8 toolpaths for roughing and semi-finishing, and normal manual CAMs can be used for finishing and rest machining.
And, after finishing of deep depth area, it need to create more NC code for the surface quality.

[NCBrain AICAM] Compensation of thermal error
Thermal error (0.01~0.1)) can cause by cooling system, calibrate thermal sensor, controlling outside temperature and size of machine.
In order to prevent the occurrence of occur thermal error difference, take the following measures:
(1) Z CALIBRATION
The machine that has cooling system, movement of machine is less than 600 or thermal error within 0.03.
(2) Checking Z-compensation each time during finish process
Use this function to check Z-calibration constantly when the machine do not have cooling system, movement of machine is bigger than 700 mm, or thermal error is bigger or equal to 0.04. ※ This function is very dangerous with machine that does not have broken tool system.
(Refer to Video: Z Calibration/ Location: C:// > NCB > Sample > Z CALIBRATION)
[NCBrain AICAM] Can it be modified a modeling?
AICAM can not support to modify a modeling.
CAM operator have to remove TAP hole, Ejector pin hole, Boss hole and Wire cut area.
But, no need to remove Rib or operation core location.
[NCBrain 5X] Is it possible to check the toolpath individually by opening ATC file?
5X support ATC open function. This helps to set the machining process, set cutting condition and check the toolpath individually.
